- Visión General
- descripción de producto
- parametros de producto
Información Básica.
Especificación
ISO9001: 2008, SGS
Marca Comercial
TRANP
Origen
Guangzhou, China
Código del HS
8419500090
Capacidad de Producción
100 Sets/Per Month
Descripción de Producto
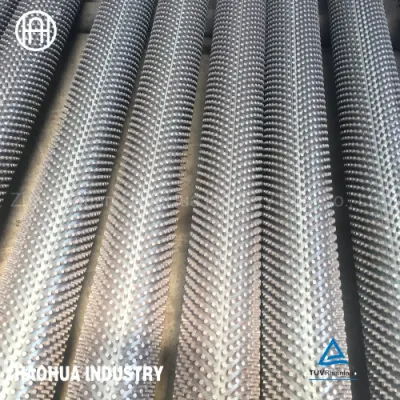
Tubo intercambiador de calor de acero aleado SA213
Introducción
El tubo con aletas es para mejorar la eficiencia de intercambio de calor, por lo general añadiendo aletas en la superficie del tubo de intercambio de calor para aumentar la superficie externa (o área de superficie interna) del tubo de intercambio de calor, a fin de lograr el propósito de mejorar la eficiencia de intercambio de calor, Tal cambio tubería de calor.

clasificación
1. Dividido por características de la estructura de la aleta
De acuerdo con la forma y estructura de la aleta, el tubo con aletas puede dividirse en los siguientes tipos:
Tubo de aletas cuadradas, tubo de aletas en espiral, tubo de aletas longitudinales, etc., tubos de aletas dentadas en espiral (tubos de aletas helicoidales), tubos de aletas interiores (tubo de aletas interiores)
2. Según si el material de la aleta del tubo con aletas es el mismo que el material del cuerpo del tubo, puede dividirse en un único tubo con aletas de metal y un tubo con aletas compuesto bimetálico.
3. De acuerdo con diferentes técnicas de procesamiento de tubos con aletas, los tubos con aletas pueden dividirse en: Tubos con aletas laminadas (tubos de aletas extruidas), tubos con aletas soldadas y formadas, tubos con aletas moldeadas en rollos y tubos con aletas envasadas.



Estado de la tecnología de producción de tubos de aletas
Un juego de aletas
El proceso de ajuste de aletas es procesar un lote de aletas individuales con un punzón por adelantado, y luego usar métodos manuales o mecánicos para ajustar las aletas en la superficie exterior de la tubería por interferencia a una determinada altura de paso (paso de ala). Es el método más temprano aplicado para procesar tubos con aletas. Debido al simple proceso del kit, los requisitos técnicos no son altos, el equipo utilizado es barato, y es fácil de mantener, así que muchas fábricas todavía lo están utilizando. Este proceso es un plan de proceso de gran intensidad de mano de obra, adecuado para las condiciones de capital y técnicas de las pequeñas fábricas o empresas municipales en general.
B aleta espiral mosaico
El tubo con aletas en espiral integrado es una ranura espiral con una cierta anchura y profundidad preprocesada en la tubería de acero, y luego la correa de acero está incrustada en la tubería de acero en el torno. Durante el proceso de bobinado, debido a una cierta fuerza de pre-apriete, la correa de acero se apretará firmemente en la ranura espiral, asegurando así una cierta área de contacto entre la correa de acero y el tubo de acero. Para evitar el resorte de la correa de acero, ambos extremos de la correa de acero están soldados al tubo de acero. Para facilitar la inserción, debe haber una cierta holgura lateral entre la banda de acero y la ranura espiral. Si la reacción es demasiado pequeña y se forma la interferencia, el proceso de incrustación es difícil de proceder sin problemas. Además, la correa de acero enrollado siempre se rebotará hasta cierto punto, y como resultado, la correa de acero y la superficie inferior de la ranura espiral no pueden estar bien unida. Las aletas incrustadas pueden realizarse en equipos generales, el coste no es alto, pero el proceso es complejo y la eficiencia de producción es baja.
C tubo con aletas en espiral soldadas
El tubo con aletas en espiral soldadas se procesa en dos pasos. Primero, el plano de la tira de acero es perpendicular al eje de la tubería y se enrolla en la superficie exterior de la tubería de forma espiral, y los dos extremos de la tira de acero se sueldan a la tubería de acero para fijar, Y luego para eliminar la separación entre la tira de acero y la tubería de acero, el método de soldadura soldadura suelde la tira de acero y la tubería de acero juntos. Este método es caro debido a su costo, por lo que a menudo se utiliza otro método, es decir, el tubo con la tira de acero envuelta en él se coloca en un baño de zinc para galvanizar en caliente en su lugar. Usando galvanización integral en caliente aunque la solución de chapado no puede penetrar bien en el espacio muy pequeño entre la aleta y la tubería de acero, se forma una capa galvanizada completa en la superficie exterior de la aleta y la superficie exterior de la tubería de acero. El tubo con aletas en espiral con galvanización en caliente integral está limitado por el grosor de la capa galvanizada (cuando la capa galvanizada es gruesa, la capa de zinc es poco sólida y fácil de caer), y el líquido de zinc no puede penetrar en el hueco completamente. La tasa de combinación de tuberías de acero todavía no es alta. Además, el coeficiente de transferencia de calor del zinc es menor que el del acero (alrededor del 78% del acero), por lo que la capacidad de transferencia de calor es baja. El zinc es extremadamente susceptible a la corrosión en ácidos, álcalis y sulfuros. Por lo tanto, el uso de tubos con aletas en espiral galvanizados no es adecuado para fabricar precalentadores de aire (recuperación del calor residual de los gases de combustión de la caldera).
D aleta espiral de soldadura de alta frecuencia
El tubo de aletas en espiral de alta frecuencia de soldadura es uno de los tubos con aletas en espiral más utilizados. Ahora se utiliza ampliamente en energía eléctrica, metalurgia, recuperación de precalentamiento de la industria cementera e industria petroquímica. El tubo de aletas en espiral de soldadura de alta frecuencia se encuentra mientras la cinta de acero se enrolla alrededor del tubo de acero, el efecto de la piel y el efecto de proximidad de la corriente de alta frecuencia se utilizan para calentar la superficie exterior de la cinta de acero y el tubo de acero hasta el estado plástico o fusión, y la soldadura se completa bajo una cierta presión de la cinta de acero de la herida. Esta soldadura de alta frecuencia es en realidad una soldadura de fase sólida. En comparación con la incrustación, la soldadura fuerte (o la galvanización integral en caliente) y otros métodos, es más avanzado en términos de calidad del producto (alta tasa de soldadura de aletas, hasta el 95%), productividad y grado de automatización.
E tubo con aletas en espiral integral y de tres rodillos en diagonal
El principio de producción del tubo de aletas en espiral integral de tres rodillos se muestra en la figura 1,8. El tubo liso está alineado con un mandril, impulsado por la rotación de la hoja de rodillo, y el tubo de acero sin costuras pasa a través de la cavidad formada por la ranura de rodadura y la cabeza del núcleo. Las aletas se mecanizan en la superficie exterior. El tubo con aletas producido por este método es un todo orgánico debido al tubo base y la aleta exterior, por lo que no hay problema de pérdida de resistencia térmica de contacto, y tiene una mayor eficiencia de transferencia de calor. En comparación con el método de soldadura, el método de laminación oblicua de tres rodillos tiene las ventajas de una alta eficiencia de producción, un bajo consumo de materia prima y un alto índice de intercambio de calor del tubo con aletas.
En la actualidad, la tecnología de tubos con aletas en espiral integrales de tres rodillos se ha aplicado con éxito a tubos de una sola punta o tubos compuestos con aletas de cobre y aluminio, o tubos de acero de baja punta; Actualmente se dispone de tubos de acero con aletas integrales los tubos de aleta baja son más comunes en el mercado, y los tubos integrales de aleta alta están fabricados principalmente de aluminio, cobre, etc., y generalmente se enrollan en frío. En vista del tubo de aletas de soldadura de alta frecuencia y del tubo de aletas laminado integral de metal no ferroso del mercado, es más fácil de encontrar, y el tubo de aletas laminado integralmente (acero) tiene menos tubos de aletas.